2018-08-16 click: 8475
摘要:針對蝸杆檢(jiǎn)測要求高和(hé)批量大(dà)的需求,本文在流水線化測量理念的基礎上,設計了蝸杆M值自動分選(xuǎn)機(jī)。通過將流水(shuǐ)線化測量分解為(wéi)上料-檢測(cè)-分組三個任務,儀器采用上料及工件傳輸模塊、齒麵清理模塊(kuài)、測量模塊、激(jī)光打標模塊、分組裝箱模塊及各種控製(zhì)單元完成上(shàng)述需求。並在測量模塊中采用哈爾濱青青草网站測量儀器有(yǒu)限公司的“雙片簧精密測量機構”數字式(shì)二維測頭,實現了以精密測量為基礎的蝸杆M值自動檢測線,為蝸杆大批量高精度檢測提供了新途(tú)徑。
關鍵詞:M值 檢測線 數(shù)字式二維測頭 蝸(wō)杆
0引言(yán)
隨著汽車製造業(yè)和機器人行業的(de)快速發展,蝸杆作為傳動係統的主要零部件之一(yī),其(qí)製(zhì)造精度要求也在不斷提高。在汽車車窗升降、電動座椅等傳(chuán)動係統中,大(dà)量采用小模數蝸輪蝸杆傳動,一般蝸輪采取(qǔ)鑄塑工藝的塑膠材料製造,由於製造工藝等原因,蝸輪齒厚變化較大,導致蝸輪和蝸杆做齧合運動時傳動側隙難於控(kòng)製,對傳動係統的精度與動態特性(特別是振動與噪聲)有直接影響[1]。為保證蝸輪蝸杆齧合傳動的平穩性,雖然蝸杆通過機械加工可以達到比(bǐ)較高的精度及齒厚(以M値進(jìn)行度量)一(yī)致性,但是需要刻意對蝸(wō)杆的齒厚情況進行(háng)分組以(yǐ)保證與不同齒厚的蝸輪進行配合,控製側隙的一致性。在大批量生產條(tiáo)件下,如何(hé)能實現齒輪(蝸杆)的高精度快速檢測分組,並具有多種輔助功能的生產現場測量(liàng)線(xiàn),已成為提升產品質(zhì)量(liàng)的關(guān)鍵(jiàn)設備。
目前國外為實現(xiàn)齒輪的快速檢(jiǎn)測,已經做了(le)一些研究並有一些產品,如霍梅爾(Hommel)的專用多參數全(quán)自動綜合測量分選機,適用各種汽車零件(jiàn),實現大批量快速檢測,可自動分組、打標記、自動分選等多種功能[2]。日(rì)本大阪精機AG係列齒輪分選測量係統一般由雙齧儀、單(dān)齧儀等組成。另外(wài)包括拋光(guāng)設備、清洗設備和分選設備。用於齒輪驗收、分(fèn)選及工藝監督[2]。上述齒輪分選測量(liàng)係統采用的是傳統雙(shuāng)麵(miàn)齧合一維測量(liàng)原理,該方法不能完全反應齒輪(蝸杆)軸線方向的齒厚變化量。而本文以精密測量技(jì)術(shù)為基礎采用哈爾(ěr)濱青青草网站測量儀器有限公司特殊設計(jì)的“雙片簧精密測量機構”數字式二維測頭(tóu)對齒槽進行單麵測量,采用“測頭跟隨”技術反映(yìng)了蝸杆齒厚(hòu)沿軸線方向的連續性,同時,包含了齒輪清洗、打標、激光打標、分組裝箱等輔助功能,實現了蝸杆M值高精度流水線化測量,為(wéi)蝸杆(gǎn)大批量、高精度檢(jiǎn)測提供了新途徑(jìng)。
1蝸杆M值測量原理
如圖1所示(shì),將直徑相同的兩根圓棒自由地放在齒輪(lún)的相對兩個齒槽內,對於奇數齒,兩圓(yuán)棒應放在中心距為最大弦長的(de)兩個齒槽內(nèi),用千分尺或各種測微儀(yí)、測長儀等計量器具測出兩圓(yuán)棒(bàng)外側最遠點的M值尺寸。測得值與公稱M值之差即為M值的偏差  。將
。將  代入以(yǐ)下公式,即可求出分度圓弦齒厚偏差
代入以(yǐ)下公式,即可求出分度圓弦齒厚偏差  :當齒數為偶(ǒu)數時,
:當齒數為偶(ǒu)數時,  ;當齒數為(wéi)奇數時,
;當齒數為(wéi)奇數時,  。
。

式中,  是分度圓壓力(lì)角;
是分度圓壓力(lì)角;  是圓棒中心所在圓壓力角;z是被測齒輪齒數;
是圓棒中心所在圓壓力角;z是被測齒輪齒數;  是圓棒直徑,
是圓棒直徑,  ;
;  是變位係(xì)數;m是被(bèi)測齒輪模數。當(dāng)
是變位係(xì)數;m是被(bèi)測齒輪模數。當(dāng)  時,
時, 
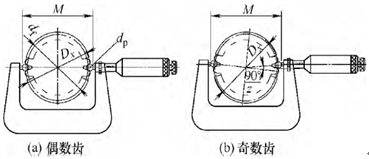
圖1 圓棒測量M值尺寸
上述測量中隻是完(wán)成對齒輪(lún)某個端(duān)麵的M值,若想測量沿著軸線方向齒厚的變化量,就需要增加測球沿著齒輪軸線方(fāng)向的自由度。
本文(wén)采用(yòng)以測微(wēi)傳感、精密光柵、測頭(tóu)跟隨(suí)運動控製、以單測頭結合(hé)精確定標技術組成工件(jiàn)誤差的精密測量技術實現蝸杆M値的測量,並以此為基礎組成生產現(xiàn)場(chǎng)應用的自動測量線,開拓齒輪在(zài)線(xiàn)測量的新(xīn)方法。如圖(tú)2所示,絲杆副(fù)與徑向柔性片簧機構後板(bǎn)連接,徑向柔性片簧機構後板通過連接板固定在滑板上(shàng)。光柵1讀(dú)取測(cè)頭徑(jìng)向x的位移變化量,光(guāng)柵2讀取測頭軸(zhóu)向y的位移變化(huà)量,伺服電機1驅動絲杆副實現測頭y方向的位移,氣缸帶動杠杆機構實現測頭x方向的位(wèi)移。氣缸帶動杠杆機構在x方向施加測力至蝸杆齒麵,計算機根據光柵1和光柵2讀取的數據(jù)判斷測頭是否進入蝸杆(gǎn)齒槽內,且測頭與蝸杆的齒麵緊密貼合。當判斷測頭完全進入蝸杆齒麵內,且測頭與(yǔ)蝸杆的齒麵緊密貼合後,伺服電(diàn)機2驅動蝸杆旋轉(zhuǎn)一周,與此同時,伺服電機1帶動絲杠(gàng)副使測頭沿蝸杆軸線y方向做跟隨運動。根據光柵1讀取測頭x的位移變化量,即可計(jì)算出蝸杆(gǎn)的平均跨棒距M值。
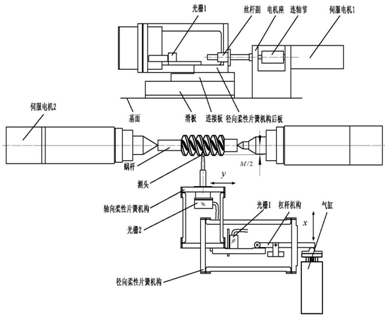
圖2 測量原理圖
2儀器的工(gōng)作原理及總(zǒng)體設計
2.1工作原理
如(rú)圖3為(wéi)儀器模塊(kuài)組成示(shì)意圖,傳送帶由步進電機帶動,傳送帶上的V定位塊保(bǎo)證蝸杆軸線(xiàn)處於水平狀態。將蝸(wō)杆以一(yī)端對(duì)齊的方式放到傳送帶上,工件運(yùn)輸至清理模塊,係統通過傳感器1判斷傳送帶上(shàng)是否存在工(gōng)件,確定工件存(cún)在時,氣缸3將工件提升(shēng)至左右頂尖水平(píng)軸線位置,左右頂尖軸係在氣缸(gāng)1和2的作用下移動設定的位移量,此時,軸向定位蝸杆。伺服電(diàn)機1帶動(dòng)右頂尖軸係旋轉,蝸杆在旋轉過程中,清洗裝置執(zhí)行清洗工序。
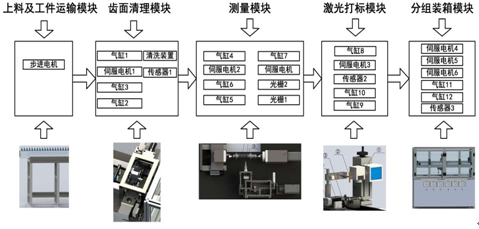
圖3 儀器模塊組成示(shì)意圖
齒(chǐ)麵清理模塊結束後,蝸杆運輸至測量模塊,蝸杆軸向定位過(guò)程同齒麵清理(lǐ)模塊,光柵1讀取測頭徑向x方向的(de)位移量,光柵2讀取測頭(tóu)軸線y方向的(de)位(wèi)移(yí)量,伺服電機帶動絲杠副實現雙片簧精(jīng)密測量機構y方(fāng)向運動,氣缸7實現雙片簧精密測量機構在蝸杆徑向x方向上的運動。當測頭與蝸杆的齒麵雙(shuāng)麵齧合時(shí),蝸杆在(zài)伺服電機2的作(zuò)用下做旋轉運動,此(cǐ)時,測頭沿蝸杆軸線y方向做跟隨運動。
測量模塊完成後,蝸杆運輸至激光打標模塊,蝸杆軸向定位過程同齒麵清理模塊,蝸杆在(zài)伺服電(diàn)機3的作用下(xià)做(zuò)旋轉運動,當傳感器2感知到蝸杆打標位置時,激光打標裝置標記蝸杆,完成蝸杆標記工序。
激光打標模(mó)塊結束後,蝸杆運(yùn)輸至分組裝箱模塊,係統(tǒng)根據測量結果將蝸杆放(fàng)到分組箱內相應的位置。伺服電(diàn)機4和伺服電機5分別實現蝸杆沿x和y方(fāng)向的運動。伺服電機6實現蝸杆沿z方向的(de)運動。氣缸11從傳輸帶上抓取工件。旋轉氣缸12使(shǐ)蝸杆由水平狀態(tài)轉至垂直狀(zhuàng)態。傳感器3判斷分組箱內蝸(wō)杆是否裝滿,如分組箱內裝滿蝸杆,報警信號(hào)啟動,分組箱(xiāng)內未裝滿蝸杆,氣缸11將蝸杆放到分組箱內。
2.2儀器總(zǒng)體設計
儀器由上料及工件傳輸模塊(kuài)、齒麵清理模塊(kuài)、測量模塊、激光打標模塊、分組裝箱模塊、控製單元組成,如圖4所示。
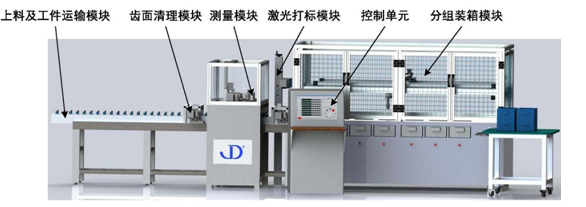
圖4 儀器樣機
2.2.1上料及工件傳輸模塊
主要由帶多個(gè)V形(xíng)定位塊的傳送帶組成;功能為將(jiāng)不同尺寸的工件以一端對齊的方式運輸至相應的模塊處。
2.2.3齒麵清理模塊
主(zhǔ)要由左(zuǒ)右頂尖軸係及清洗裝置組成,該模塊運動形式有左(zuǒ)右頂尖軸係沿軸線方(fāng)向的(de)水(shuǐ)平運動和右頂尖軸係(xì)旋轉運動。工件運(yùn)輸至(zhì)該(gāi)模塊時(shí),其一端與固定的右頂尖軸係對齊,另(lìng)一端由左頂尖軸係定位,右頂尖軸係驅動工件旋轉,與此(cǐ)同時啟動壓縮機吹洗齒槽表麵,完成蝸杆清理工序,為蝸杆測量做準備。
2.2.4測量模塊
主要由左右(yòu)頂尖軸係、青青草网站公司獨創的雙片簧精(jīng)密測量機構,碳化鋼球測(cè)頭組成。提升(shēng)機構將(jiāng)工件由傳送帶升至測量模塊,其一端與(yǔ)固(gù)定的右頂尖軸係對齊,另(lìng)一端由左頂尖軸(zhóu)係定位,右頂尖軸係驅動蝸杆旋(xuán)轉360°後,在蝸杆徑向方向上施加測力,並(bìng)使測頭與蝸杆齒麵緊密貼合。當蝸杆旋轉時,測頭與蝸杆的齒麵(miàn)保持雙麵齧合狀態(tài),並沿蝸杆軸線方向做(zuò)跟隨運動,實(shí)現工件M值測量工序。該模塊運動形式有(yǒu)左右頂(dǐng)尖沿軸線方向(xiàng)的水平運動、右頂尖軸係(xì)的旋轉運動、測頭沿工件軸線方向的運動及測頭沿工件(jiàn)徑向(xiàng)方向的運動。
2.2.5激光打標模塊
由(yóu)左右頂尖軸係(xì)及(jí)纖(xiān)維激光打標機組(zǔ)成。該模塊(kuài)的運動為左右頂尖軸線沿(yán)軸(zhóu)線的水平(píng)運動和右頂尖(jiān)軸係旋轉運動。功能為將M值不同的工件在指定的位置打上標記,也(yě)可(kě)以按照客戶(hù)要求將包含工件信息及精(jīng)度測量結果的(de)二維碼打標至工件上。
2.2.6分組裝箱模塊
由周轉箱、控製空(kōng)間xyz三個方(fāng)向的直線(xiàn)滑軌及旋轉氣缸組成(chéng)。根據測量所得的蝸(wō)杆M值(zhí),確定了蝸杆的周轉裝(zhuāng)箱位置,機械手經X、Y、Z三個方向的(de)平動後,抓取工件。旋轉氣缸使工件由水平狀態轉至垂直狀態後,將工件放入周轉箱(xiāng)內(nèi),實現了蝸杆的分組工序。
3儀器關鍵部件的設計
圖(tú)4為右頂尖軸係結構(gòu)示意圖,軸係采用高精度密珠軸承,由軸、軸套以及密集於(yú)兩者之間的具有過(guò)盈配合的滾珠組成。滾珠安放於保持架中,程螺旋線分布,保證(zhèng)了右頂尖軸做旋(xuán)轉運動時的跳動值。端麵保持環為是精密軸係沿著軸向方(fāng)向的兩個支撐點,相當於推力軸承(chéng)作用。止退圈、十字墊圈及螺套配(pèi)合作用,構成軸(zhóu)向定(dìng)位與緊固。選用(yòng)控製(zhì)精度高的交流伺服電機通過連軸器驅動右頂尖軸係(xì)回轉,電機緊固在電機座上,電機座固定在軸套上。軸(zhóu)套固定在滑板上,整(zhěng)個軸係固定在滑板上。氣缸缸體固定在基座上,氣缸活塞與(yǔ)滑板(bǎn)連接,實現軸係(xì)沿軸線y方向的位移(yí)。
如圖(tú)5所示,左頂(dǐng)尖(jiān)軸係結構和氣缸作用與右頂尖軸係相同。左頂尖軸軸係中為防止左(zuǒ)頂尖軸卡死工件,在左頂尖軸係軸端設置彈簧和調節軸,實(shí)現左頂尖軸係自動(dòng)調節伸縮量,避免了軸係卡(kǎ)死工件(jiàn)的現象。
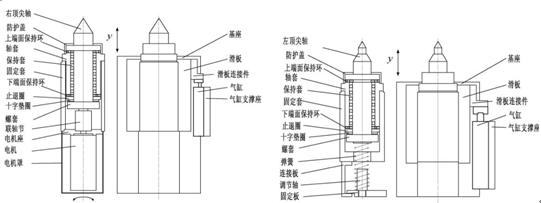
圖4 右頂(dǐng)尖軸係結構圖 圖5 左頂尖軸係結構圖
3.2雙片簧精密測量機構
如圖6所示(shì),雙片簧(huáng)精密測量機構的主體由兩個方向(xiàng)平行四邊形機構組(zǔ)成。第一個(gè)平(píng)行四邊形機構由y方(fāng)向夾(jiá)板A、B,平(píng)動板C及後板D組成。後板D固定,夾板A,B與平動板C和後板D之間由片簧連接,故平動(dòng)板C可實現平行於x方向的位移。第二個(gè)平行由x方向(xiàng)夾板E、F,平動(dòng)板G及後板H組成。夾板E,F與平動板G和後(hòu)板H間由片(piàn)簧連接。第二個平行四邊形機構的平動板(bǎn)與測頭安裝底座相連並(bìng)由第一個平行(háng)四邊形機構中的後板D帶動,故第二個(gè)平行四邊形機構和測頭在D的帶(dài)動下整體做沿x方向的平動。雙片簧精密測量(liàng)機構的主體安裝在可沿y方向運動的滑(huá)板I上(shàng),從而實現在y方向的平動。
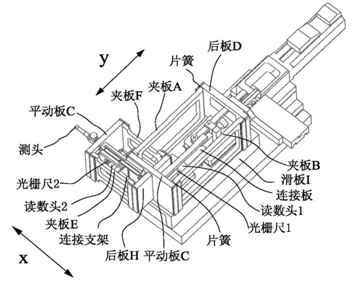
圖6 雙片簧機構結構簡圖
平麵平動板C僅在x方向和平行(háng)於自身(shēn)產生位移,這使平麵平動板C可貼上x向光柵尺,x向的讀數頭通過連接板安裝在後板D上。平麵平動板G僅(jǐn)在y方向和平行於(yú)自身產生位移,這使平麵平動板G可貼上y向光柵尺,y向的讀數頭通過連接支架安裝(zhuāng)在後板H上。
區別(bié)於傳統基於雙麵(miàn)齧合的一維測量原理的齒輪分選機,本文以“雙(shuāng)片簧(huáng)精(jīng)密測量機(jī)構”數(shù)字式二維測頭為核心實現了蝸杆(gǎn)M值的測量,並在測量流水線化理念的基(jī)礎上完(wán)成了基於M值的蝸(wō)杆分(fèn)選設備的研製。該(gāi)設備克服了傳統雙麵齧合測量儀(yí)在蝸杆測量上存在的弊端,實現了蝸杆測(cè)量齒厚誤差的高效高精密測量,該分(fèn)選機在(zài)湖南(nán)億利達公司生產現場得到應用檢驗,取得(dé)滿(mǎn)意的使用(yòng)效果(guǒ)。
[1]李俊峰(fēng). 基(jī)於CNC齒輪測量(liàng)中(zhōng)心的圓柱蝸杆測量研究[D]. 天津大學, 2009.
[2]湯潔. 齒(chǐ)輪雙麵齧合多(duō)維測量理論及技(jì)術研(yán)究[D]. 北京工(gōng)業大學, 2009.
掃進行工廠參觀")
